��
�����T���ֽ�ʧϞ�T��,��һ�N�����γ��ε����M��ˇ����Ҋ�ķ�ʽ���М�Ϟ
�����T������ģ�T�������a���^����ú���ģ�ϣ�����Ҫ���ں���ģ�ϱ�Һ�Bģ���տsС�����̿졢���a�ʸߡ��ډ��͡�Ϟģ���T�������a�^���У�Ϟģ�ijߴ緀���Ժ�׃�γ̶ȣ��O���Ӱ����T�����|����B�������ڷ�ֹ��ģ�T��׃���Ќ�Ϟģ�Ŀ�����ʮ����Ҫ�ͱ�Ҫ�ġ�
1.��Ϟģ�з�����K�������տs׃��
������һ�M�Y���D�����T��������豣�C�T�Ļ��D���ã��ʃɂ���10.5mm�Ŀ�Ҫ��ͬ�S���͑�Ҫ�����N�S�z��ȫ�z�����Ҍ����N�Sһ��Ҫ�������wʽ�o�ϵK�ش��^�ɂ��ס�ԭ�������a��ˇ�飺��Ϟ���ͷ���ˮ����s30min��ȡ��Ϟģ����Ϟģ��M�䡣��ע�����T���Ì����N�S���ɂ���10.5mm�Ŀף���ɿײ�ͬ�S���N�S�����Mȥ����Ҫ100%У��������׃�Λ]��һ�cҎ�ɣ��O��������У���������������Ϻ����a�M�ȡ�
ᘌ�����r�����M�˹�ˇ�����^Ӌ�㣬����10����10.8mm-a.1mm���N�S���ډ������Ϟģ�Ō�ԓ�N�S�ڦ�10.5mm��̎����Ϟģ��֮��һ������ˮ�У���s30min��ȡ����ᘌ��@ЩϞģ���˃ɷN������һ�N����Ϟģ��ֱ�ӽM�䣬��һ�N����������ճһ�l���Ҋ�D���T�����a�������N�S�z�y���H��1���ɿ���ƫб�������t��ȫ����Ҫ��1��ƫб����퓣���һУ�����ɣ�����Ҫ��
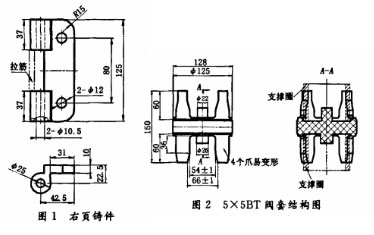
5��5BT�y�����T���y��4��צ�Ї���Ҫ��צ����AҪ��ӹ�����횱��C���ļӹ�����¶��Ƥ���С���ˣ���Ϟģ���T���Ͼ��Ќ��ØӰ�z�yצ�ߴ�׃����Ҋ�D2��
ԭ���Ĺ�ˇ�飺��Ϟ�����ˮ����s40min��ȡ��Ϟģ�����z�y��4צ��Ϟģ�Ͽ��w�����׃�Σ�ÿ��צ߀���Ҕ[��׃��÷��Ҏ�ɡ���Ϟ��1С�rֻ����7�����ϘӰ��Ϟģ��
���Q׃�Ά��}����Ӌ�㣬���T�����˽���֧��Ȧ��Ҋ�D2�p�c������ʾ�����y��Ϟģ���������֧��Ȧ���룬һ������ˮ����s40min��ȡ�����Ӱ����ý���֧��Ȧ������ˇҪ��У��Ϟģ��������Ϟģ������������Ϟģ�Ĺ���Ч�ʡ��F�������a���Ѱ����M��ˇ���У�ȡ�������õ�Ч��.
��������
www.868dlflower.cn��










